
Войдите или зарегистрируйтесь
Close
Войдите или зарегистрируйтесь
CloseРегистрация
Если вы уже зарегистрированы - пройдите по этой ссылке.
Ваша учетная запись создана!
Спасибо за регистрацию в Comtrade!
Вы будете уведомлены по электронной почте, как только Ваш Личный Кабинет будет активирован администрацией магазина.
Если у Вас есть какие-то вопросы, пожалуйста напишите нам.
Выход
Вы вышли из Личного Кабинета.
Ваша корзина покупок была сохранена. Она будет восстановлена при следующем входе в Ваш Личный Кабинет.

Огнезащитная краска для металла GOODHIM F 01
НАЗНАЧЕНИЕ И
ОБЛАСТЬ ПРИМЕНЕНИЯ:
ОГНЕЗАЩИТНАЯ КРАСКА ДЛЯ МЕТАЛЛА GOODHIM F 01 готовый к
применению состав на водной основе, предназначен для повышения предела
огнестойкости несущих стальных конструкций зданий и сооружений на промышленных,
складских и гражданских объектах в т. ч. административного, пищевого,
культурного, образовательного и торгово-развлекательного назначения, а также
объектах энергетики и добычи. Покрытие, образованное краской, полностью
соответствует техническому регламенту о требованиях пожарной безопасности
(Федеральный закон от 22.07.2008 № 123-ФЗ) и ГОСТ Р 53295-2009 «Средства
огнезащиты для стальных конструкций. Обеспечивает предел огнестойкости 30, 45,
60, 90, 120 минут (6-ая, 5-ая, 4-ая, 3-я, 2-я группы огнезащитной эффективности
по ГОСТ Р 53295-2009).
УСЛОВИЯ ЭКСПЛУАТАЦИИ ПОКРЫТИЯ:
Внутри помещения при температуре воздуха от -45°C до
+45°C (кратковременно до +80°C) и относительной влажности до 90% при отсутствии
конденсата, контакта с жидкостями и агрессивными средами. Допускается
эксплуатация покрытия на открытом воздухе при условии нанесения покрывной
эмали. Срок эксплуатации – до 20 лет.
ОСНОВНЫЕ
СВОЙСТВА И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
|
Краска: |
|
|
Цвет |
белый, светло серый, возможна колеровка в постельные
тона. |
|
Массовая доля нелетучих веществ |
не менее 70% |
|
Теоретический расход краски для получения покрытия
толщиной 1 мм |
1,48 кг/м² без учета технологических потерь при
нанесении |
|
Время высыхания 1-го слоя до степени 3, при
температуре 20°C |
не более 1 часа |
|
Толщина слоя краски нанесенного за 1 тех. проход
методом безвоздушного распыления (мокрого), при температуре (+20±0,5) °C |
не более 1 мм |
|
Покрытие: |
|
|
Внешний вид сухого покрытия |
матовое покрытие |
|
Цвет покрытия |
белый, светло серый, оттенок не нормируется |
|
Обеспечиваемый предел огнестойкости |
R30, R45, R60, R90, R120 |
|
Толщина сухого покрытия, нанесенного за 1 тех.
проход методом безвоздушного распыления, при температуре (+20±0,5) °C |
до 0,7 мм |
РАСХОД КРАСКИ И ОГНЕЗАЩИТНАЯ ЭФФЕКТИВНОСТЬ:
Толщина покрытия определяется на основе результатов сертификационных испытаний с учетом приведенной толщины и требуемого предела огнестойкости металлической конструкции.
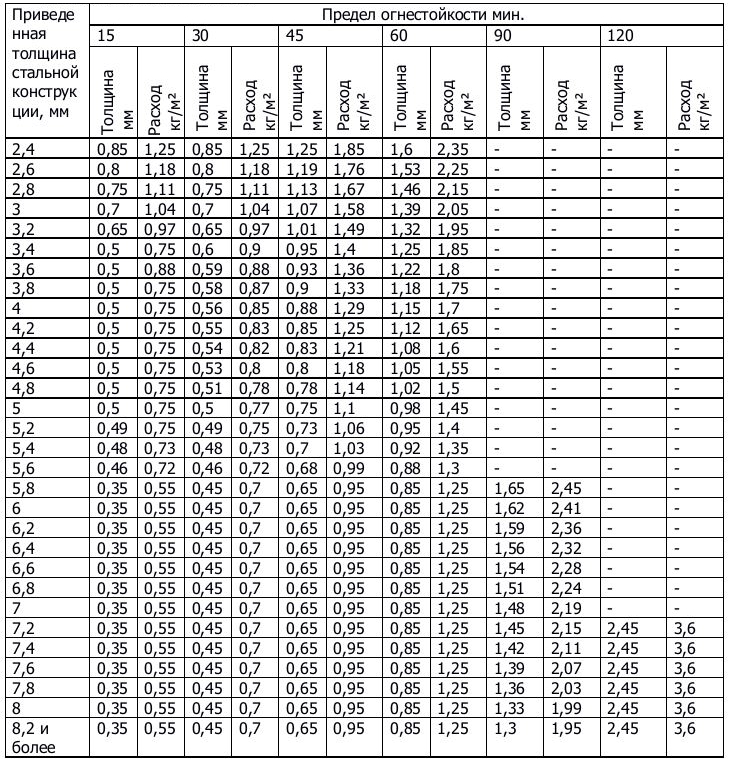
Практический расход может варьироваться
в зависимости от условий нанесения, выбранных настроек оборудования, сложности
конструкции, подготовки поверхности и других факторов.
ТЕХНОЛОГИЯ
НАНЕСЕНИЯ ПОКРЫТИЯ:
1. Грунтование
Грунтовочные работы производятся в соответствии с
технической документацией производителя грунтовки.
Подготовка поверхности под грунтование – обеспечить
степень очистки поверхности металла до степени 2 по ГОСТ 9.402, обезжирить до
степени 1 по ГОСТ 9.402 (если иное не указано в технической документации
производителя грунтовки).
Загрунтованные поверхности готовы к нанесению
огнезащитной краски при высыхании грунтовки до степени 7 по ГОСТ 19007.
2. Нанесение огнезащитной краски:
2.1. Контроль грунтовочного покрытия:
По акту выполненных работ проверяется соответствие
марки грунтовки системе огнезащитного покрытия (Приложение 1).
Визуальная оценка состояния грунтовочного покрытия –
повреждения, дефекты, следы коррозии не допускаются.
Определение степени высыхания грунтовочного покрытия –
не менее степени 7 по ГОСТ 19007. Не полностью полимеризованное грунтовочное
покрытие может отслаиваться при нанесении огнезащитной краски, что является
дефектом.
Определения толщины грунтовочного покрытия
осуществляется в соответствии с п. 3 данного раздела технологического
регламента. Толщина должна соответствовать указанной в системе огнезащитного
покрытия (Приложение 1).
Определение адгезии грунтовочного покрытия к металлу –
не более 1 балла по методу решетчатых надрезов по ГОСТ 15140.
Все дефекты и повреждения грунтовочного покрытия
должны быть полностью устранены в соответствии с технической документацией
производителя материала до начала нанесения огнезащитной краски.
2.2. Подготовка к нанесению:
Входной контроль документации:
- Заверенные копии сертификатов соответствия;
- Паспорта качества;
- Настоящий технологический
регламент.
Входной контроль материала:
- Соответствие маркировки на таре сопроводительной
документации;
- Срок годности краски;
- Целостность тары и упаковки (применение краски из
поврежденной тары не допускается);
- Внешний вид краски в
соответствии с п. 3 данного раздела технологического регламента.
Подготовка поверхности –
очистить от пыли и других загрязнений, обезжирить до степени 1 по ГОСТ 9.402
растворителем ксилол (ГОСТ 9410), 646 (ГОСТ 18188) или Р-4, Р-5 (ГОСТ 7827).
Краска перемешивается низкооборотным миксером (не
более 300 мин-1) или вручную до однородного состояния. Излишняя интенсивность
перемешивания насыщает краску воздухом, что может приводить к дефектам покрытия
(кратерам).
Краска поставляется в готовом виде для нанесения
безвоздушным распылением. Разбавление не рекомендуется. При необходимости
допускается разбавление до 5% от объема краски водой. Использование других
растворителей не допускается!
2.3. Нанесение огнезащитного покрытия:
Необходимые условия для производства работ по
нанесению и сушки покрытия:
- Температура воздуха от +5°С до +40°С;
- Относительная влажность воздуха до 70%;
- Отсутствие атмосферных осадков;
- Температура поверхности выше точки росы не менее
чем на 3°С;
- Соответствие температур краски
и окружающей среды.
Нанесение осуществляется аппаратами безвоздушного
распыления поршневого типа с давлением 20-25 мПа и расходом не менее 4 л/мин.
Выбор сопла осуществляется с учетом доступности и геометрических размеров
окрашиваемой конструкции, диаметром 0,48-0,68 мм и углом распыла от 20 до 50°
(пример маркировки сопла: 327 – угол 30°, диаметр 0.027″ (0,68 мм)).
Параметры являются рекомендуемые, могут отличаться в
ту или иную сторону в зависимости от возможностей используемого оборудования,
конфигурации обрабатываемых конструкций и температурных условий нанесения.
В труднодоступных местах допускается использование
кисти.
Нанесение производится послойно до
необходимой толщины, указанной в проектной документации. Нанесение следующего
слоя допускается только при высыхании предыдущего до степени 3 по ГОСТ
19007. Толщина мокрого слоя не должна превышать 1 мм.
Контроль качества покрытия и толщины каждого
слоя осуществляется в соответствии с п. 3 данного раздела технологического
регламента. Все выявленные дефекты должны быть устранены до начала
последующих работ.
Окончательное формирование огнезащитного покрытия
осуществляется в течение 5-7 суток, в зависимости от условий и количества
слоев.
2.4. Ремонт покрытия:
Поврежденное покрытие удаляется механическим способом.
Участки металла со следами коррозии необходимо очистить до степени 2 по ГОСТ
9.402. На фрагменты, очищенные до металла, наносится грунтовка в соответствии с
п. 1 данного раздела технологического регламента.
На оставшуюся поверхность – нанести недостающие слои
огнезащитного покрытия для достижения необходимой толщины в соответствии с п.
п. 2.1 – 2.3 данного раздела технологического регламента.
3. Контроль производства работ:
Контроль внешнего вида краски – визуальный; однородная
суспензия, допускается легко размешиваемый осадок или расслоение.
Контроль толщины мокрого слоя краски осуществляется с
измерительной гребенкой «Константа» (ГОСТ P 51694) с соответствующим диапазоном
измерения или аналогичным прибором.
Контроль толщины сухого покрытия осуществляется
электромагнитным толщиномером «Константа» К5 (ГОСТ Р51694) или аналогичным
прибором. Контроль производится при высыхании покрытия до степени 5 по ГОСТ
19007.
При измерении учитывать толщину грунтовочного
покрытия.
Контроль внешнего вида покрытия – визуальный. Покрытие
должно быть равномерным, без отслоений, подтеков, трещин и инородных включений
с характерным рельефом.
Окончательный контроль внешнего вида и толщины сухого
покрытия осуществляется не ранее чем через 24 часов с момента окончания работ.
Результаты контроля производства работ и качества
покрытия должны содержать следующие сведения: